1)
Na aplicação da técnica Heijunka, a demanda do cliente é atendida por meio de lotes menores, ou seja, a empresa precisa ter a capacidade de mudar de um produto para outro de forma rápida. Ter velocidade na alternância entre cada produto é fundamental para o Heijunka, e é por isso que muitas empresas preferem seguir no modelo tradicional, pois quanto mais paradas de linhas, menos se produz. Diante disso, para que a empresa consiga ter um bom nivelamento, ela precisa de um bom tempo de setup e de trabalho padronizado.
Assinale a alternativa que contém corretamente o conceito de “Setup”.
Alternativas:
• a) Setup é o tempo gasto na movimentação de materiais entre setores da empresa, sem envolver alterações nas máquinas ou nos processos produtivos.
• b) Setup é o processo de inspeção final do produto acabado, garantindo que ele atenda aos padrões de qualidade estabelecidos.
• c) Setup é o processo de mudança da produção de um item para outro em uma mesma máquina ou equipamento que exija troca de ferramentas e ajustes.
• d) Setup é o período destinado à manutenção preventiva das máquinas, realizado em intervalos planejados para evitar falhas no processo produtivo.
• e) Setup é o conjunto de atividades administrativas voltadas ao planejamento e controle da produção, como emissão de ordens e registros de operação.
Resposta correta: c) Setup é o processo de mudança da produção de um item para outro em uma mesma máquina ou equipamento que exija troca de ferramentas e ajustes.
Comentário curto: Setup é exatamente a troca/ajuste da máquina para produzir outro produto, foco direto do Heijunka e do SMED.
2)
Planejamento de capacidade é uma atividade crítica desenvolvida paralelamente ao planejamento de materiais. Sem a provisão da capacidade necessária ou a identificação da existência de excesso de capacidade, não podemos obter todos os benefícios de um sistema de planejamento MRP II.
Nesse sentido, associe os tipos de planejamento de capacidade, relacionados na Coluna 1, com suas respectivas especificidades, relacionadas na Coluna 2:
Coluna 1:
1 – RRP (resource requirements planning)
2 – RCCP (rough cut capacity planning)
3 – CRP (capacity requirements planning)
Coluna 2:
A – Esse é o planejamento de capacidade de longo prazo, no nível do S&OP, pois esse planejamento normalmente não é tratado em separado, estando inserido no planejamento de vendas e operações (S&OP).
B – Esse é o planejamento de médio prazo, no nível do planejamento-mestre da produção. Seu principal objetivo é garantir que o plano-mestre (MPS) seja ao menos “aproximadamente viável” em termos de capacidade, permitindo um cálculo rápido, ainda que grosseiro.
C – Esse é o planejamento de curto prazo, no nível do MRP, sendo feito com base no plano de materiais detalhado, ou seja, considerando as sugestões do MRP de o que, quanto e quando produzir.
Portanto, assinale a alternativa que contempla corretamente a associação das colunas.
Alternativas:
• a) 1-A; 2-B; 3-C.
• b) 1-A; 2-C; 3-B.
• c) 1-B; 2-A; 3-C.
• d) 1-B; 2-C; 3-A.
• e) 1-C; 2-B; 3-A.
Resposta correta: a) 1-A; 2-B; 3-C.
Comentário curto: RRP = longo prazo; RCCP = checagem grosseira do MPS (médio prazo); CRP = detalhado no curto prazo, baseado no MRP.
3)
Existem duas formas básicas para se executar a função de programação da produção: a programação empurrada e a programação puxada. A decisão de qual sistema de programação empregar, e o modelo de controle para tal, passa pela análise de dois pontos fundamentais interligados: um é a característica da demanda e outro é o tipo de sistema produtivo montado para atender a essa demanda.
Em relação a programação empurrada e puxada, avalie as afirmativas a seguir:
I – Em termos de planejamento, na programação empurrada típica as necessidades de compras e produção são obtidas inicialmente a partir da inclusão da previsão da demanda dos diferentes produtos acabados no planejamento-mestre da produção (PMP), que em sua rotina gera as necessidades de produtos acabados (PA) no tempo.
II – A programação é chamada de empurrada porque cada posto de trabalho fornecedor, ao concluir uma ordem desse conjunto, está autorizado a “empurrar” a mesma para o posto cliente seguinte, independentemente do que esteja acontecendo nos postos subsequentes, e pegar a próxima ordem da lista para nova execução
III – A programação é chamada de “puxada” porque quem autoriza a produção é o cliente (interno ou externo), que, ao retirar suas necessidades imediatas do supermercado, puxa um novo lote do fornecedor.
Considerando o contexto apresentado, é correto o que se afirma em:
Alternativas:
• a) I, apenas.
• b) II, apenas.
• c) I e II, apenas.
• d) I e III, apenas.
• e) I, II e III.
Resposta correta: e) I, II e III.
Comentário curto: As três definições estão de acordo com os conceitos clássicos de programação empurrada (push) e puxada (pull).
4)
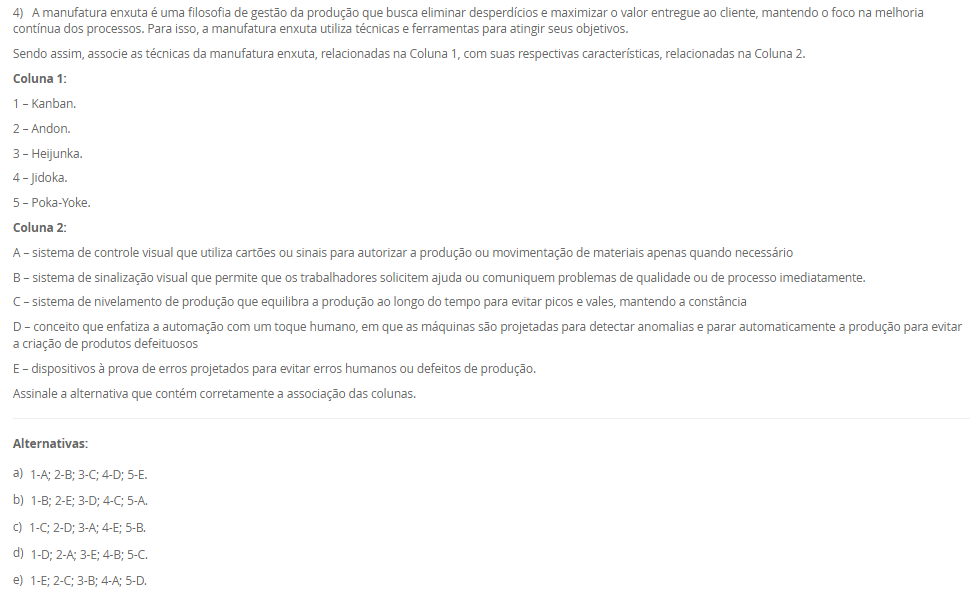
A manufatura enxuta é uma filosofia de gestão da produção que busca eliminar desperdícios e maximizar o valor entregue ao cliente, mantendo o foco na melhoria contínua dos processos. Para isso, a manufatura enxuta utiliza técnicas e ferramentas para atingir seus objetivos.
Sendo assim, associe as técnicas da manufatura enxuta, relacionadas na Coluna 1, com suas respectivas características, relacionadas na Coluna 2.
Coluna 1:
1 – Kanban.
2 – Andon.
3 – Heijunka.
4 – Jidoka.
5 – Poka-Yoke.
Coluna 2:
A – sistema de controle visual que utiliza cartões ou sinais para autorizar a produção ou movimentação de materiais apenas quando necessário
B – sistema de sinalização visual que permite que os trabalhadores solicitem ajuda ou comuniquem problemas de qualidade ou de processo imediatamente.
C – sistema de nivelamento de produção que equilibra a produção ao longo do tempo para evitar picos e vales, mantendo a constância
D – conceito que enfatiza a automação com um toque humano, em que as máquinas são projetadas para detectar anomalias e parar automaticamente a produção para evitar a criação de produtos defeituosos
E – dispositivos à prova de erros projetados para evitar erros humanos ou defeitos de produção.
Assinale a alternativa que contém corretamente a associação das colunas.
Alternativas:
• a) 1-A; 2-B; 3-C; 4-D; 5-E.
• b) 1-B; 2-E; 3-D; 4-C; 5-A.
• c) 1-C; 2-D; 3-A; 4-E; 5-B.
• d) 1-D; 2-A; 3-E; 4-B; 5-C.
• e) 1-E; 2-C; 3-B; 4-A; 5-D.
Resposta correta: a) 1-A; 2-B; 3-C; 4-D; 5-E.
Comentário curto: Cada ferramenta está casada com sua definição clássica no Lean (Kanban, Andon, Heijunka, Jidoka e Poka-Yoke).
5)
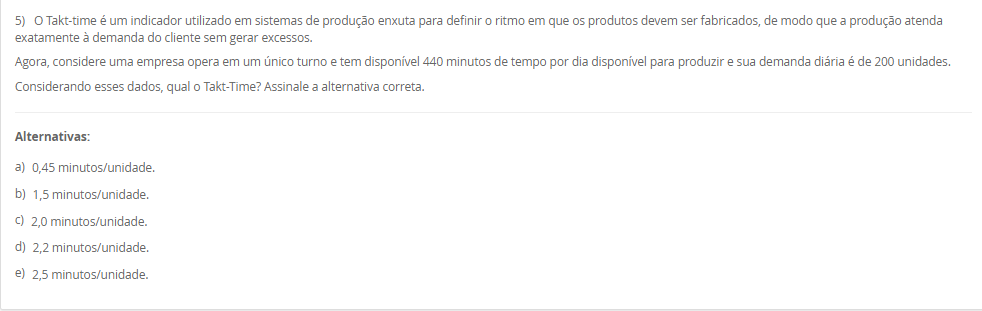
O Takt-time é um indicador utilizado em sistemas de produção enxuta para definir o ritmo em que os produtos devem ser fabricados, de modo que a produção atenda exatamente à demanda do cliente sem gerar excessos.
Agora, considere uma empresa opera em um único turno e tem disponível 440 minutos de tempo por dia disponível para produzir e sua demanda diária é de 200 unidades.
Considerando esses dados, qual o Takt-Time? Assinale a alternativa correta.
Alternativas:
• a) 0,45 minutos/unidade.
• b) 1,5 minutos/unidade.
• c) 2,0 minutos/unidade.
• d) 2,2 minutos/unidade.
• e) 2,5 minutos/unidade.
Resposta correta: d) 2,2 minutos/unidade.
Comentário curto: Takt = 440 ÷ 200 = 2,2 minutos por unidade, que é o ritmo necessário para acompanhar a demanda.
![1) O paciente J.S.C., 56 anos, está internado na UTI após complicações com o infarto agudo do miocárdio. Como se encontra intubado e sob ventilação mecânica, é necessário acompanhar os parâmetros ventilatórios e químicos do paciente. Para isso, amostras de sangue arterial são coletadas e analisadas no exame de gasometria. No último exame, os resultados foram pH = 7,27; pCO2 = 18 mmHg; pO2 = 81 mmHg; sO2 = 95%; [HCO3-] = 8 mM. Baseado nos resultados do último exame de gasometria do paciente J.S.C., assinale a alternativa correta. ________________________________________ Alternativas: • a) O paciente J.S.C. apresenta um quadro de alcalemia, em um processo de alcalose metabólica, pois a produção de ácido láctico durante o infarto agudo do miocárdio induziu uma produção excessiva de íon bicarbonato. • b) Devido à acidemia e à hipocapnia, a equipe interpretou o quadro do paciente como acidose respiratória. Para corrigir esse desequilíbrio ácido-base, a frequência respiratória do paciente foi reduzida para aumentar a pCO2. • c) A equipe interpretou os resultados da gasometria como um processo de alcalose respiratória, pois o paciente apresenta reduções da pCO2 e da concentração plasmática de íons bicarbonato. • d) Com o infarto agudo do miocárdio, houve um consumo do CO2 para neutralizar o excesso de ácido láctico produzido pelo miocárdio em anóxia. Por isso, a redução de pCO2 presente na gasometria. • e) Baseando-se nos resultados da gasometria, a equipe interpretou que o paciente apresentava um quadro de acidose metabólica, como pode ser visto pelas reduções da pCO2 e da [HCO3-]. 2) As proteínas são polímeros lineares construídos a partir de unidades monoméricas chamadas de aminoácidos, os quais são unidos ponta a ponta. A sequência dos aminoácidos ligados uns aos outros é chamada de estrutura primária. De maneira notável, as proteínas se dobram espontaneamente em estruturas tridimensionais, determinadas pela sequência de aminoácidos no polímero proteico. A estrutura tridimensional formada pelas pontes de hidrogênio entre os aminoácidos próximos uns dos outros é chamada de estrutura secundária, enquanto a estrutura terciária é formada por interações de longa distância entre os aminoácidos. A função da proteína depende diretamente desta estrutura tridimensional. Portanto, as proteínas são a personificação da transição de um mundo unidimensional de sequências para um mundo tridimensional de moléculas capazes de realizar diversas funções. Muitas proteínas têm estruturas quaternárias, em que a proteína funcional é composta por várias cadeias polipeptídicas. Considerando o texto da questão, analise as seguintes afirmativas: I - A estrutura primária não determina o padrão de dobramento da proteína. II - Nas estruturas terciária e quaternária, as proteínas são funcionais. III - A estrutura tridimensional independe das interações entre os aminoácidos. Considerando as informações apresentadas, é correto o que se afirma em: ________________________________________ Alternativas: • a) I, apenas. • b) II, apenas. • c) III, apenas. • d) I e III, apenas. • e) I, II e III. 3) Os monossacarídeos ou açúcares simples são as menores unidades de açúcar que não podem ser hidrolisadas em carboidratos mais simples. Os monossacarídeos, compostos de função orgânica mista, são constituídos por um esqueleto carbônico de 3 a 7 carbonos. A seguir, uma ilustração da estrutura de dois monossacarídeos. Fonte: elaborado pelo autor. Com base nas informações do texto e da figura, além dos seus conhecimentos sobre o assunto, assinale a alternativa correta. ________________________________________ Alternativas: • a) O monossacarídeo A tem 5 átomos de carbono no esqueleto carbônico e o grupo químico aldoxila. Por isso, o monossacarídeo A é classificado como pentose e aldose. • b) O monossacarídeo B possui 6 carbonos na sua estrutura carbônica e a função orgânica é aldeído. Por isso, o monossacarídeo B é classificado como hexose e aldose. • c) O monossacarídeo A e o monossacarídeo B são hexoses, porém o primeiro é uma aldose, enquanto o segundo é uma cetose. • d) O grupo químico destacado pelo círculo no monossacarídeo A é uma carboxila, por isso, esse açúcar é ácido, um tipo modificado encontrado nos glicosaminoglicanos. • e) O monossacarídeo A e o monossacarídeo B são hexoses, porém o primeiro é uma cetose, enquanto o segundo é uma aldose. 4) Após a fosforilação da glicose, em uma reação catalisada pela enzima hexocinase, a glicose-6-fosfato pode ser utilizada por várias vias metabólicas, como a glicogênese, a oxidação pela via da pentose-fosfato e oxidação pela glicólise. Esta última é a primeira etapa da oxidação completa da glicose para a produção de energia, sendo as duas outras etapas, a oxidação do piruvato e o ciclo do ácido cítrico. A glicólise tem duas fases, a preparatória e de pagamento. Em relação à glicólise, avalie as seguintes asserções e a relação proposta entre elas. I. A glicólise é um conjunto de reações químicas que ocorre apenas nas células eucarióticas e em condições exclusivamente aeróbicas. Na fase preparatória da glicólise, são formadas duas moléculas de ATP, além dos elétrons resultantes da oxidação que são transferidos para formar NADPH. Na fase de pagamento, ocorre gasto de energia para clivagem da glicose para formação de duas moléculas de piruvato. PORQUE II. As reações químicas da glicólise ocorrem no citosol, não necessitando das mitocôndrias nem de oxigênio, por isso essa via metabólica é encontrada em todos os seres vivos, de bactérias aos seres humanos. Na fase preparatória, são usadas duas moléculas de ATP para fosforilação e, portanto, há gasto de energia. Na fase de pagamento, ocorrem a formação de ATP e a transferência de elétrons para NAD+ para formação de NADH. A respeito dessas asserções, assinale a alternativa correta. ________________________________________ Alternativas: • a) As asserções I e II são proposições verdadeiras, mas II não justifica a I. • b) As asserções I e II são proposições verdadeiras e a II justifica a I. • c) A asserção I é uma proposição falsa e a II, verdadeira. • d) A asserção I é uma proposição verdadeira e a II, falsa. • e) As asserções I e II são proposições falsas. 5) Na fosforilação oxidativa, as reações de oxirredução possibilitam o fluxo de elétrons de NADH e FADH2 para o oxigênio. O fluxo de elétrons ocorre em quatro grandes complexos proteicos que estão inseridos na membrana interna da mitocôndria e juntos são denominados cadeia respiratória ou cadeia de transporte de elétrons. Três desses complexos proteicos utilizam a energia liberada pelo fluxo de elétrons para gerar um gradiente de pH e um potencial elétrico transmembrana que, por sua vez, geram a força próton-motriz. Essa força gera um fluxo de prótons, cuja energia é utilizada para formação de ATP. Portanto, a oxidação das fontes energéticas e a fosforilação do ADP para formar ATP são acopladas por um gradiente de prótons através da membrana mitocondrial interna. Considerando as informações apresentadas e os seus conhecimentos sobre o assunto, é correto o que se afirma em: ________________________________________ Alternativas: • a) NADH transfere os seus elétrons para os Complexos I, III e IV, enquanto FADH2 transfere seus elétrons para Complexo II. A partir desses complexos proteicos, os elétrons, após a ativação das bombas de prótons, são transferidos para o gás oxigênio. • b) O gás oxigênio é considerado o aceptor final de elétrons, pois neutraliza os elétrons no final da cadeia respiratória. Porém, em uma situação de anóxia, a ubiquinona e o citocromo c podem atuar como aceptores finais de elétrons para a continuidade da fosforilação oxidativa. • c) O fluxo de elétrons pela cadeia respiratória gera um gradiente eletroquímico de prótons através da membrana interna da mitocôndria que, por sua vez, gera um fluxo de prótons cuja energia é utilizada pela ATP-sintase para a formação de ATP. • d) A atividade de bombas de prótons dos Complexos I, III e IV depende da energia fornecida pelo ATP. Com isso, os elétrons são bombeados para a matriz mitocondrial, para reagirem com o gás oxigênio para a formação da água. • e) O fluxo de elétrons gera um gradiente de pH transmembrana, porém não há diferenças de concentração de prótons entre o espaço intermembranoso e a matriz mitocondrial. Por isso, a força próton-motriz é baixa para a produção de ATP.](https://normasacademicas.com/wp-content/uploads/2025/12/CAPA-25-300x214.png)