01. UNICESUMAR
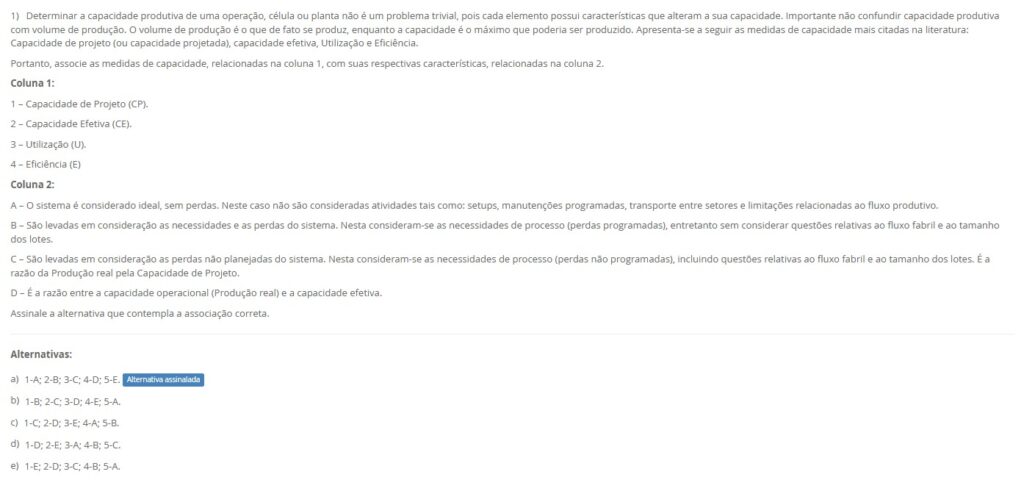
1)Determinar a capacidade produtiva de uma operação, célula ou planta não é um problema trivial, pois cada elemento possui características que alteram a sua capacidade. Importante não confundir capacidade produtiva com volume de produção: o volume é o que de fato se produz, enquanto a capacidade é o máximo que poderia ser produzido. As medidas mais citadas na literatura são: Capacidade de Projeto (CP), Capacidade Efetiva (CE), Utilização (U) e Eficiência (E).
Portanto, associe as medidas de capacidade, relacionadas na Coluna 1, com suas respectivas características, relacionadas na Coluna 2.
Coluna 1
1 – Capacidade de Projeto (CP).
2 – Capacidade Efetiva (CE).
3 – Utilização (U).
4 – Eficiência (E).
Coluna 2
A – O sistema é considerado ideal, sem perdas. Não se consideram setups, manutenções programadas, transporte entre setores e limitações de fluxo.
B – Considera as necessidades de processo e perdas programadas (ex.: manutenção e setups), sem tratar restrições de fluxo fabril e tamanho de lotes.
C – Considera perdas não programadas e questões de fluxo/lotes. É a razão entre a produção real e a capacidade de projeto.
D – É a razão entre a produção real e a capacidade efetiva.
Alternativas
a) 1-A; 2-B; 3-C; 4-D; 5-E.
b) 1-B; 2-C; 3-D; 4-E; 5-A.
c) 1-C; 2-D; 3-E; 4-A; 5-B.
d) 1-D; 2-E; 3-A; 4-B; 5-C.
e) 1-E; 2-D; 3-C; 4-B; 5-A.
Gabarito: a)
Comentário: CP → A (capacidade “de placa”, sem perdas). CE → B (deduz perdas programadas). U → C (quanto do potencial projetado foi usado: U = Produção real / CP). E → D (quão perto a operação fica da CE: E = Produção real / CE). Obs.: o par “5-E” é irrelevante, pois não há item 5 na Coluna 1.
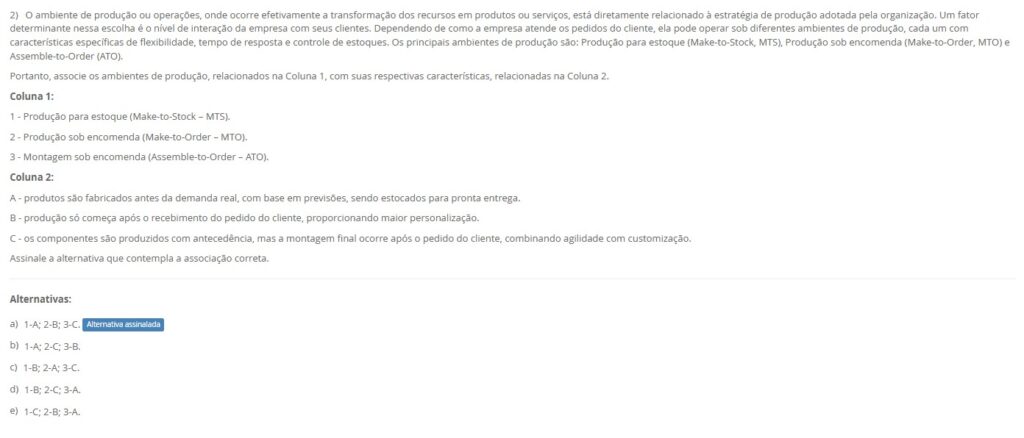
2)O ambiente de produção está ligado ao nível de interação com o cliente. Os principais ambientes são MTS (Make-to-Stock), MTO (Make-to-Order) e ATO (Assemble-to-Order). Associe:
Coluna 1
1 – Produção para estoque (MTS).
2 – Produção sob encomenda (MTO).
3 – Montagem sob encomenda (ATO).
Coluna 2
A – Produtos fabricados antes da demanda real, com base em previsões, e estocados para pronta entrega.
B – Produção só começa após o pedido do cliente, permitindo maior personalização.
C – Componentes produzidos antecipadamente; a montagem final ocorre após o pedido, combinando agilidade e customização.
Alternativas
a) 1-A; 2-B; 3-C.
b) 1-A; 2-C; 3-B.
c) 1-B; 2-A; 3-C.
d) 1-B; 2-C; 3-A.
e) 1-C; 2-B; 3-A.
Gabarito: a)
Comentário: MTS → A (estoque puxado por previsão); MTO → B (produção inicia com o pedido, lead time maior e alta customização); ATO → C (módulos prontos + montagem final sob pedido = resposta rápida com alguma customização).
3)Uma empresa de montagem eletrônica trabalha 8 h/dia (480 min) e reserva 60 min para reuniões/pausas/manutenção preventiva. Demanda diária: 240 unidades. Calcule o Takt Time (min/unidade) para alinhar o ritmo de produção à demanda do cliente.
Alternativas
a) 1,5 minutos
b) 2,00 minutos
c) 1,95 minutos
d) 1,75 minutos
e) 2,2 minutos
Gabarito: d)
Comentário: Tempo disponível = 480 − 60 = 420 min. Takt = Tempo disponível / Demanda = 420 / 240 = 1,75 min/un. Logo, uma peça deve sair a cada 1,75 minuto para atender a demanda.
4)Com mais variedade e busca por eficiência, a Tecnologia de Grupo (TG) agrupa peças com características semelhantes para facilitar processos, reduzir custos e melhorar o tempo de resposta. Avalie:
I – A TG permite agrupar peças diferentes (desenho/material) que usam os mesmos equipamentos e processos, aumentando a eficiência.
II – Um benefício chave é a redução de tempos de setup, pois máquinas e ferramentas ficam configuradas para famílias de peças semelhantes.
III – A implementação da TG é simples e direta, aplicável facilmente a qualquer empresa, independentemente da variedade produzida.
Alternativas
a) I, apenas.
b) I e II, apenas.
c) II e III, apenas.
d) I e III, apenas.
e) I, II e III.
Gabarito: b)
Comentário: I é verdadeira (agrupamento por similaridade de processo/equipamento). II é verdadeira (menos trocas e ajustes → menores setups e movimentações). III é falsa: implantar TG exige classificação/codificação, análise de roteiros, possível relayout e gestão de mudança — não é trivial.
5)O planejamento de produção divide-se em estratégico (longo prazo), tático (médio prazo) e operacional (curto prazo). Avalie:
I – O estratégico define a direção: expansão de capacidade, novas tecnologias e entrada em mercados.
II – O tático cobre o médio prazo (≈ 6 a 24 meses).
III – O operacional organiza o dia a dia: sequenciamento, alocação de máquinas, materiais e pessoas.
Alternativas
a) I, apenas.
b) I e II, apenas.
c) I e III, apenas.
d) II e III, apenas.
e) I, II e III.
Gabarito: e)
Comentário: As três proposições estão corretas e coerentes com a hierarquia: estratégico (diretrizes e grandes escolhas), tático (plano agregado e capacidade no médio prazo) e operacional (execução detalhada diária/semana).
No cenário apresentado, a primeira